
セラミック・カーボン・熱硬化性樹脂の穴あけ加工の問題点を解決
- エアースルー効果によりノンステップ加工・加工精度UP・高速化
- 切粉堆積による出口側のバクハツ(コバカケ)をなくす
特 長
- エアー専用 最大供給圧力 0.6Mpa
- 最高回転数 10000min-1
- 非接触シール構造によりシール交換不要
- φ3〜φ13㎜までのシャンク径を標準付属品のアジャストスクリュー2ヶにて対応可能
- DIN6499-B規格コッレト使用
- エアーパージ効果により高い防塵性能
- 汎用機用固定ブロック(オプション)にてM/C以外での使用可能
- 現状穴あけ加工の問題点
- 出口面のバクハツ防止用止穴加工後の材料費
- 材料カットによるコストアップ
- ステップ加工により時間がかかる
- ステップ加工により仕上げ面の悪化
- 出口面のバクハツ防止用捨て板によるコストアップ
- 出口面のバクハツ防止用止穴加工後の材料費、材料カットによるコストアップ
- バクハツ(コバガケ)例
ネジレ30°穴つき一文字ダイヤドリル

意匠登録 第1757109号
ダイジェット工業株式会社
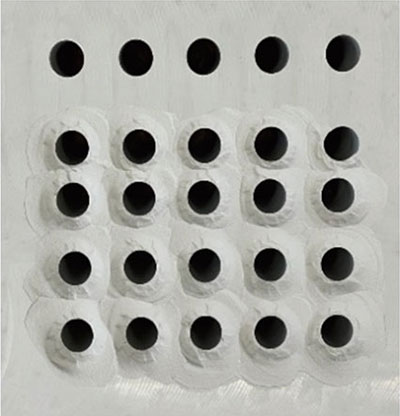
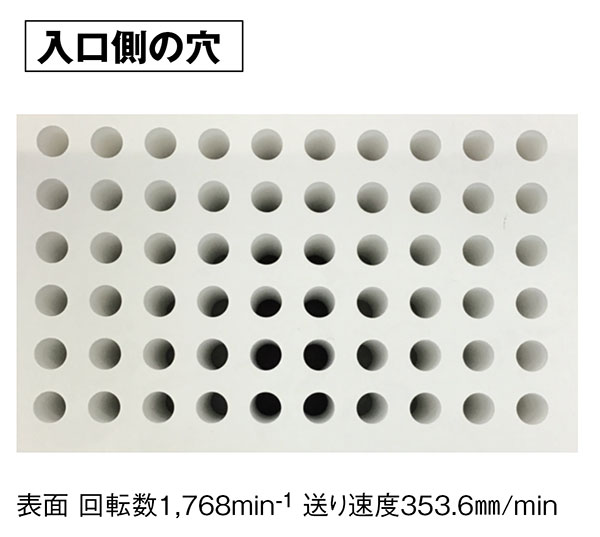
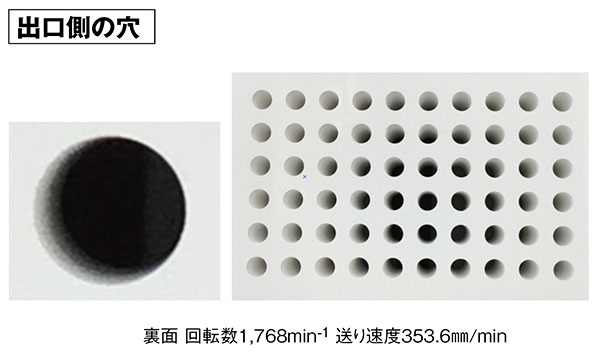
- セラミック(生材)穴あけ加工
- ドリル径:φ7.2
- 回転数:φ7.2
- ドリル径:1,770 min-1
- テーブル送り:353.6 mm/min
- 周速:40 m/min
- 回転送り:0.2 mm/rev
- ドリル径:φ7.2
- 40mm 貫通
- 重ね板無し / 抜け側はフリー
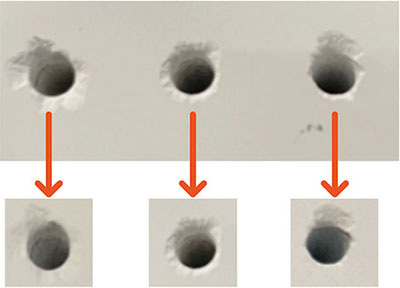
- 加工実証サンプル
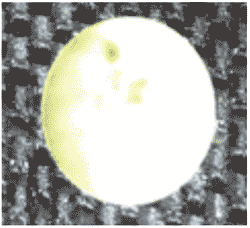
- カーボン
- φ4.6 カーボン
- V = 200 m/min
- f = 0.15 ㎜/rev
- 15㎜ 貫通出口穴
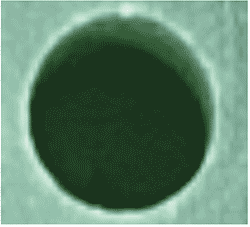
- CFRP
- φ4.6 CFRP
- V = 200 m/min
- f = 0.05 ㎜/rev
- 13㎜ 貫通出口穴
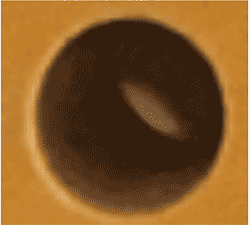
- GFRP
- φ10.0 GFRP
- V = 50 m/min
- f = 0.1 ㎜/rev
- 32㎜ 貫通出口穴
- ベークライト
- φ10.0 ベークライト
- V = 100 m/min
- f = 0.1 ㎜/rev
- 20㎜ 貫通出口穴
寸法図
- 寸法表
| CODE | φd | アジャストスクリュ型式 | 図 | φD1 | φD2 | L1 | L2 | L3 | H | 重量(kg) |
|---|---|---|---|---|---|---|---|---|---|---|
| BT30-AIC13-140 | 7~13 | AJ13-13 | 1 | 63 | 34 | 140 | 114 | 26 | 37~42 | 3.0 |
| 3~6.5 | AJ13-6.5 | 2 | 22~27 | |||||||
| BT40-AIC13-135 | 7~13 | AJ13-13 | 1 | 63 | 34 | 135 | 109 | 26 | 37~42 | 3.0 |
| 3~6.5 | AJ13-6.5 | 2 | 22~27 |
- 付属品 ER20 ナット/六角レンチ 2mm 5mm 各1ケ
- 械側に位置決めブロック、 エアー供給配管が必要です。
- A、D、S部寸法は機械により異なります。
- ドライブキー位相に対する位置決めピンの位相φ°は任意設定可能。
- ERコレット、ナット締付け用専用スパナは別途ご購入下さい。
- 許容エアー圧力は0.6Mpa。 液体クーラントは使用しないで下さい。